您好,歡迎來(lái)到鞏義市蜜桃视频管(guǎn)道設備有限公司!

 電話:15838165939電話:15838165939
電話:15838165939電話:15838165939

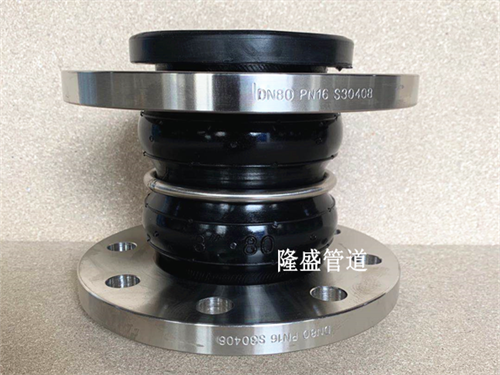
橡膠接頭的收縮處理
造成橡膠軟接頭收縮問題主(zhǔ)要表現在以下幾點:
1.注塑(sù)模(mó)具;多(duō)澆口模具要調整各澆口的充模速度(dù),好對稱開設澆口。模具的關鍵部位(wèi)應有效地設置冷卻水道,保(bǎo)證模具的冷卻對消除或減少收縮(suō)起著很好的效果。整個模具(jù)應不帶毛刺且具有合模密封性,能承受高壓、高(gāo)速、低黏度熔料的充模。
2.注塑(sù)設備;供料不足(zú),注塑機螺(luó)杆或柱塞磨損嚴重,注射及保壓時熔料發生漏(lòu)流,降低了充模壓(yā)力(lì)和料量,造成熔料不足。噴嘴孔太大或太小(xiǎo)。太小(xiǎo)則容易堵塞進料通道,太大則將使射力小,充模發生困難。
3.後是生產的工藝和原料的問題,原料太軟易發生凹陷,有效的方法是(shì)在橡膠軟接頭注塑過程中加入成(chéng)核劑以加快結晶。


掃一掃(sǎo)關(guān)注我們